Understanding High-Efficiency Thickeners
What Are High-Efficiency Thickeners?
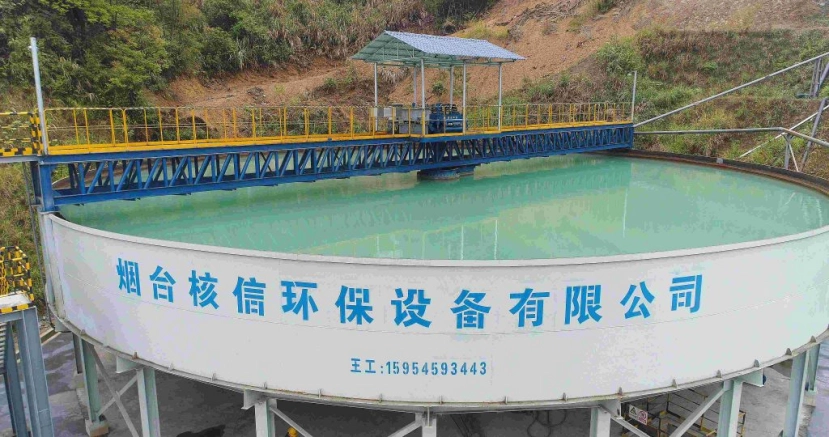
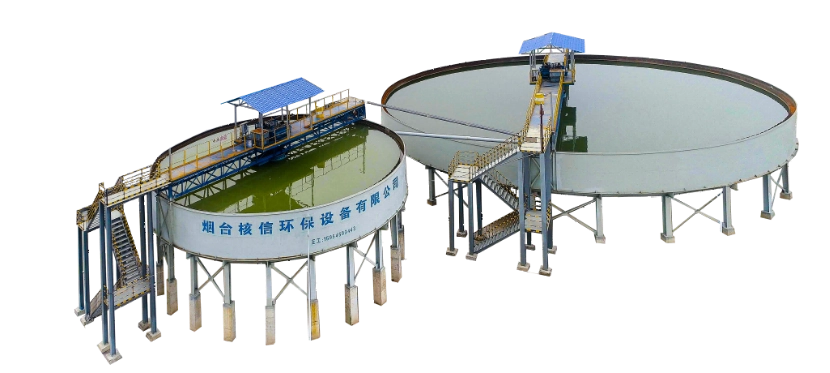
High-efficiency thickeners are advanced machines. They separate solids from liquids. Slurries become denser. Water content drops. Unlike older models, they use modern tech. Optimized designs boost performance. Industries like mining use them. Metallurgy and chemicals rely on them too. Environmental sectors benefit greatly. These devices dewater effectively. They save resources.
Their role is vital. Efficiency rises high. Processes run lean. Thickeners shape modern industry.
Key Features of High-Efficiency Thickeners
Innovative features define them. Settling areas are larger. Feedwells are optimized. Sludge removal is precise. Processing capacity grows. Footprints stay small. Automation systems add control. Monitoring is real-time. Operations are seamless.
Materials are built to last. They meet strict standards. Country and industry rules guide them. Company standards ensure quality. Breakdowns are rare. Performance stays strong. Yantai Hexin Environmental Protection Equipment Co., Ltd. crafts them well. Reliability is assured.
The Role of High-Efficiency Thickeners in Modern Industries
Thickeners streamline operations. They cut costs. Mining uses them for tailings. Wastewater treatment depends on them. Chemical plants dewater with them. Solids separate cleanly. Liquids are reused. Productivity climbs up. Water is conserved.
Industries gain efficiency. Resources are saved. Thickeners drive progress. Sustainability is enhanced.
The Importance of Sustainability in Manufacturing
Environmental Challenges in Traditional Manufacturing
Old methods harm the planet. Energy use is high. Resources are wasted. Waste piles up. Water gets polluted. Emissions rise fast. Outdated machines worsen it. Industries face pressure. Green solutions are needed. Change is urgent.
Traditional ways don’t last. Regulations tighten up. Sustainability is the future. Industries must adapt.
How Sustainable Practices Benefit Industries and the Environment
Green practices help everyone. Energy-efficient tools cut emissions. Resources are preserved. Thickeners save water. Companies meet regulations. Reputations grow stronger. Growth lasts longer.
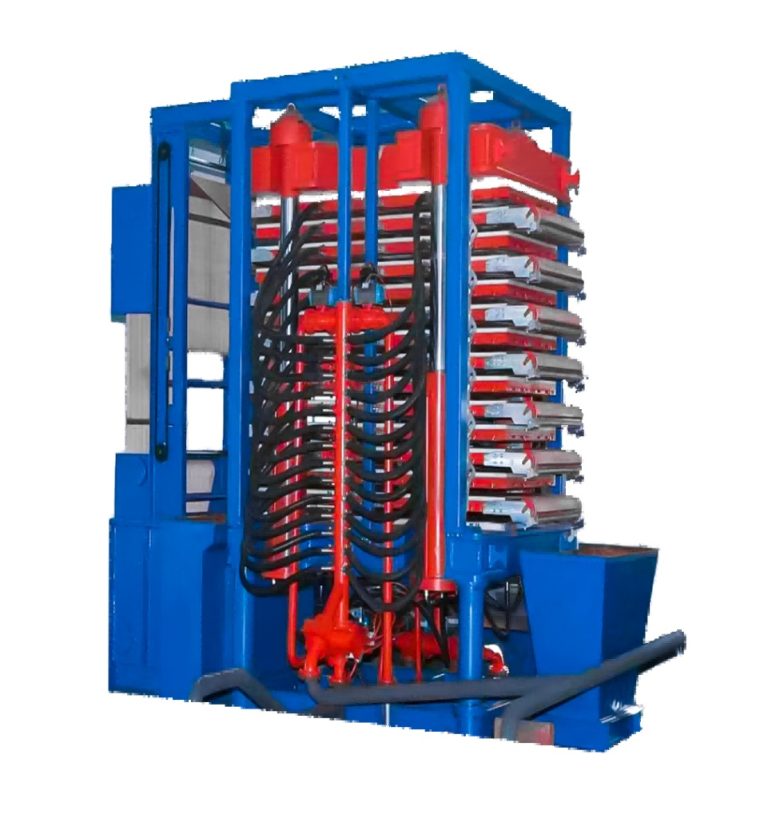
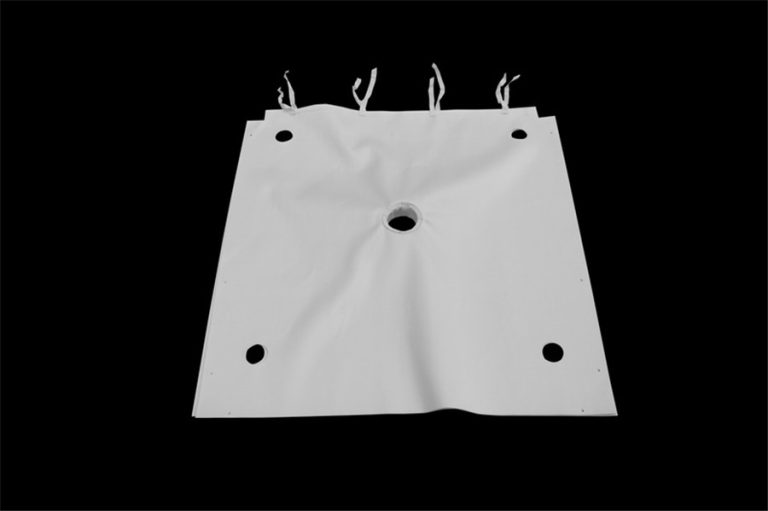
The horizontal vacuum filter shines here. It uses filter cloth. Gravity and suction separate solids. Water use drops low. The planet benefits. Industries thrive. Sustainability wins.
Energy-Saving Innovations in High-Efficiency Thickeners
Advanced Technologies Used in High-Efficiency Thickeners
Thickeners use cutting-edge tech. Automation controls feed rates. Sludge density is monitored. Underflow stays precise. Feedwells spread slurry evenly. Flocculation improves fast.
Modular designs add flexibility. Assembly is quick. Transport is simple. Components fit any site. Industries adapt easily. Performance stays high. Technology drives results.
Reducing Energy Consumption with Optimized Thickening Processes
Energy use is critical. Thickeners save power. Processes are streamlined. Low-resistance parts cut losses. Friction drops low. Remote controls reduce effort. Manual work is minimal.
Power savings add up. Operations run lean. Costs fall steadily. Efficiency is unmatched.
Enhancing Operational Efficiency Through Innovative Design
Designs boost performance. Rubber belts use rollers. Air cushions reduce wear. Friction is minimal. Belt life grows longer. High-pressure washing cleans cloths. Regeneration is effective. Maintenance stays low.
Innovations keep machines running. Downtime is rare. Efficiency climbs high. Industries see gains.
Applications of High-Efficiency Thickeners Across Industries
Use in Mining and Metallurgy Processes
Mining needs thickeners. Tailings are treated well. Minerals are recovered. Water use drops low. Settling areas are large. Feedwells optimize flow. Capacity is high. Impact is low.
Metallurgy benefits too. Ores are concentrated. Impurities are removed. Energy use is lower. Products are purer. Thickeners support green goals. Waste is reduced.
Applications in Chemical and Fertilizer Production
Chemicals rely on thickeners. Slurries separate cleanly. Products stay pure. Fertilizers use them too. Nutrient levels are optimized. Automation monitors closely. Adjustments are quick.
Quality stays high. Costs are controlled. Regulations are met. Thickeners deliver value.
Role in Sewage and Tailing Treatment Systems
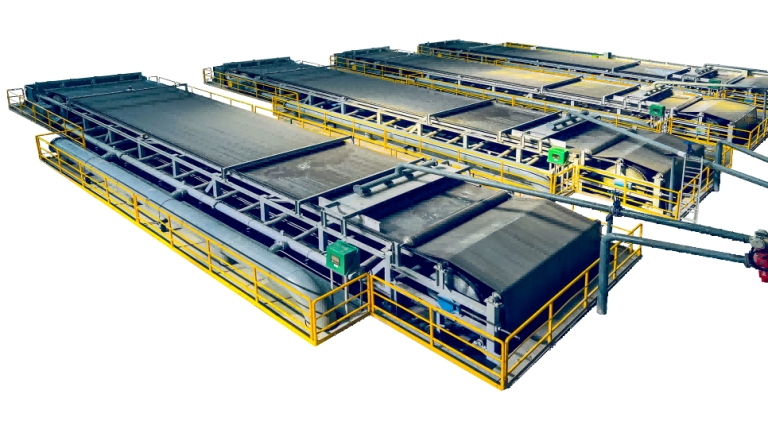
Sewage plants use thickeners. Sludge is separated. Water is recycled. Pollution drops low. The horizontal vacuum filter excels. It uses cloth and suction. Tailings are managed well. Solids are concentrated. Disposal is safe.
Energy use is minimal. Throughput is high. Green solutions thrive. Thickeners protect nature.
Benefits of Implementing High-Efficiency Thickeners in Manufacturing
Lower Operational Costs Through Energy Savings
Thickeners cut costs. Energy use is low. Processes are optimized. Friction is reduced. Automation saves labor. Remote controls simplify tasks. Savings grow over time.
Investments pay off. Operations stay lean. Finances improve fast. Thickeners are smart buys.
Improved Resource Utilization and Waste Management
Resources are used well. Solids are separated. Water is recycled. Valuable materials are recovered. Waste streams shrink small. Dewatered solids are dry. Transport is easier.
Waste disposal costs fall. Environmental harm drops. Thickeners boost efficiency. Resources are saved.
Contribution to a Greener Industrial Future
Thickeners support green goals. Energy use is low. Water is conserved. Waste is minimized. Enclosed systems trap volatiles. Air covers or windows seal them. Regulations are met.
Companies gain trust. Customers value green brands. Compliance is simple. Thickeners shape a sustainable future.
Choosing the Right High-Efficiency Thickener for Your Needs
Factors to Consider When Selecting a Thickener
Choosing a thickener takes thought. Key factors guide decisions:
- Material Properties: Know your slurry. It shapes thickener choice.
- Capacity Needs: Match machine size to production.
- Energy Use: Pick low-power models. Costs stay low.
- Automation: Smart controls add precision. Ease is key.
- Durability: High-quality materials last. Standards ensure it.
These ensure success. Needs drive choices. Thickeners deliver results.
Evaluating Performance Metrics for Optimal Results
Check settling rates. Underflow density matters. Modular designs add flexibility. Assembly is easy. Ensure system compatibility. Maintenance should be low.
Metrics guide purchases. Performance stays high. Downtime is rare. Results meet goals.
Frequently Asked Questions (FAQs)
What industries benefit most?
Mining, metallurgy, and chemicals use thickeners. Wastewater treatment relies on them too.
How do thickeners support sustainability?
They save water. Waste is reduced. Energy use is low. Green goals are met.
Are they cost-effective?
Yes, energy savings cut costs. Maintenance is low. Productivity rises.
What makes them better than older models?
Advanced feedwells boost settling. Automation simplifies work. Efficiency is high.
Yantai Hexin Environmental Protection Equipment Co., Ltd., located in YEDA Yantai City Shandong Province specializes in manufacturing filtration equipment for over 20 years with professional R&D teams offering customization services tailored to industrial needs.