
Hey there, if you’re knee-deep in the mining world or just curious about how industries handle their waste smarter these days, you’ve landed on the right page. Water recycling and tailings management aren’t just buzzwords—they’re critical for keeping operations running without wrecking the planet. And right in the mix? NGZ high efficiency thickeners. These machines are game-changers, helping squeeze out every drop of reusable water while taming those messy tailings. Let’s dive in and see how they fit into the bigger picture, with some real talk on why they matter.
What Exactly Are NGZ High Efficiency Thickeners?
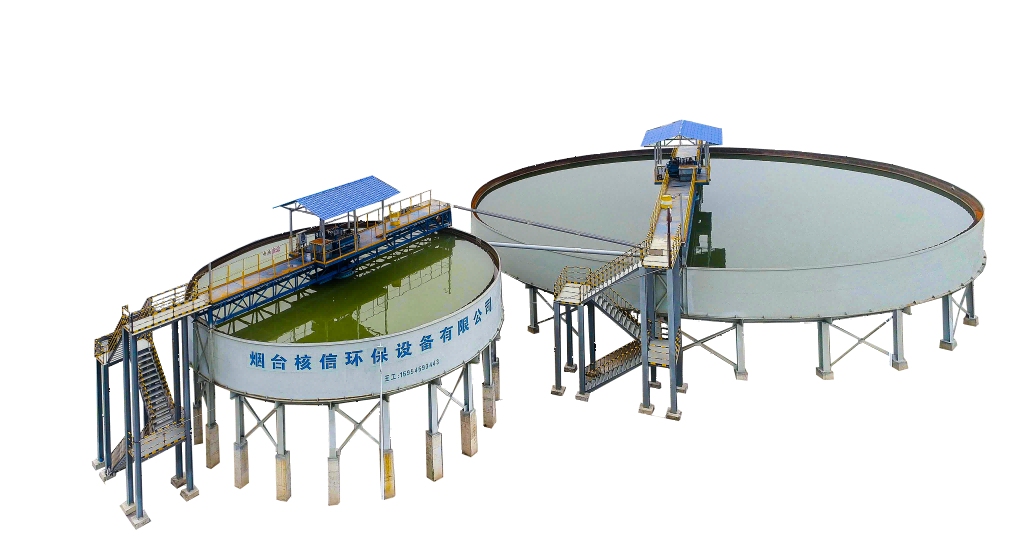
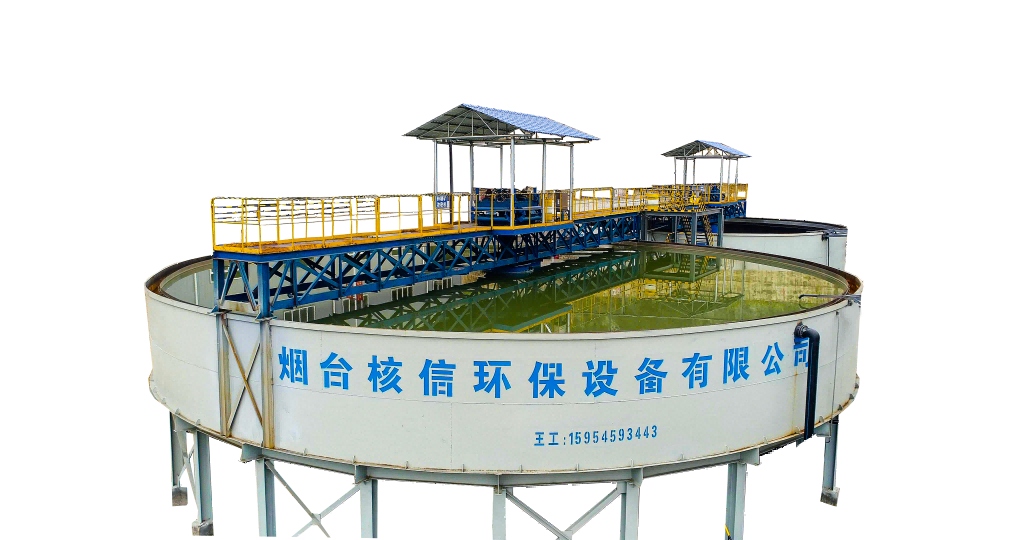
Picture this: a massive circular tank, kind of like a giant swimming pool but way more industrial, designed to separate solids from liquids in slurries. That’s the NGZ high efficiency thickener in a nutshell. Built with a central drive system and an automatic rake that lifts and lowers on its own, it’s not your grandpa’s old-school thickener. These things use imported tech to handle everything from mine tailings to hydrometallurgy slop.
At the heart of it, the thickener has a high-efficiency charging setup. It degasses the slurry to get rid of bubbles that mess with settling, controls how fast materials feed in, and doses flocculants just right. Flocculants, if you’re new to this, are those chemicals that make particles clump together so they sink faster. The NGZ does this with a multi-point feeding system, mixing everything evenly without wasting a thing. Result? Better flocculation, lower costs, and slurries that settle like pros.
Then there’s the scraper design—logarithmic spiral blades that cut through the muck with low resistance. It’s smooth sailing for the rotary harrow, scraping up concentrated solids at the bottom. And yeah, it’s all PLC-controlled, with overload alarms, auto-rake adjustments, and protections against too much torque. Motors and hydraulics have pressure relief, and you can run it auto, manual, or remote. Safety first, right? Oil temps stay in check with fans or heaters, pressure self-tests shut things down if needed, and there’s even a remote emergency stop. Password protection keeps rookies from tweaking settings. All this adds up to a machine that’s reliable, even in tough spots.
Why Water Recycling Matters in Today’s Industries
Water’s scarce, folks. In mining especially, where ops guzzle millions of gallons daily, recycling isn’t optional—it’s survival. Think about a gold mine in arid regions; without recycling, they’d drain local sources dry, sparking community backlash or shutdowns. Globally, mining uses about 7-9% of industrial water, per some reports I’ve seen. But recycling can cut fresh water needs by up to 90% in well-run setups.
The push comes from regs too. Places like Australia or the US have strict limits on discharge, forcing companies to treat and reuse water. It’s not just eco-friendly; it saves cash on water bills and fines. Tailings ponds, those big slurry dumps, leak contaminants if not managed, polluting rivers and soil. Enter water recycling: pull clean water from tailings, reuse it in processing, and leave drier solids behind. Less risk, less waste. But pulling it off needs tech that works efficiently, without constant babysitting.
Tackling Tailings Management Head-On
Tailings are the leftovers after extracting valuables from ore—fine particles mixed with water, chemicals, and sometimes nasty stuff like heavy metals. Managing them? A headache. Poor handling led to disasters like the 2019 Brumadinho dam collapse in Brazil, where over 200 folks died and rivers got poisoned. That’s the dark side. Traditional methods pile wet tailings in dams, but they take forever to dry and eat up land.
Modern solutions aim for drier tailings, easier to stack or even reuse. Thickeners play a key role here, concentrating solids so underflow hits 60-70% density. That’s huge—means less water in tailings, smaller storage needs, and safer dams. NGZ models boost efficiency 3-8 times over old ones, thanks to variable slope or deep cone bottoms that speed up compression. Solids funnel to the center fast, getting scraped out efficiently.
But it’s not all smooth. Ever had a thickener jam up from overload? NGZ’s hydraulic multi-motor drive adjusts on the fly. If resistance spikes from thicker material, pressure sensors kick in, lifting the rake up to 600mm. No voltage glitches affect it—pure hydraulic signals. Stops breakdowns, keeps things flowing. In my experience chatting with site managers, this reliability cuts downtime, which can cost thousands per hour.
How NGZ Thickeners Boost Water Recycling
Let’s get specific. In water recycling, the goal’s to recover clear overflow water for reuse. NGZ thickeners excel here with their degassing and precise flocculant dosing. Slurry enters, gases bubble out, particles floc up and settle. Overflow? Crystal clear, ready for circuits like flotation or leaching.
Take a typical setup: slurry at 10-20% solids goes in, underflow exits at 60-70%. That’s water recovery rates pushing 80-95%, depending on ore type. In a phosphor mine, for instance, recycling water cut freshwater use by half, per project notes. And tailings? Drier means less evaporation loss, more water back in the loop.
The automatic features shine too. Overload? Alarm sounds, rake lifts. It’s like having a smart watchdog. Plus, remote control lets ops tweak from afar—handy in remote mines. Energy-wise, low-resistance scrapers mean less power draw, keeping costs down. I’ve heard from engineers that switching to these can slash flocculant use by 20-30%, just from better mixing.
Key Benefits for Tailings Management
- Higher Concentration: Underflow at 60-70% solids reduces tailings volume, making dry stacking feasible. No more massive wet ponds.
- Environmental Wins: Less water in tailings means lower seepage risk, protecting groundwater. Recycled water keeps ops sustainable.
- Cost Savings: Fewer dams to build, less land used. Plus, recovered water cuts pumping and treatment bills.
- Safety Edge: Auto-protections prevent failures. Think pressure relief stopping torque overloads—avoids rake breaks that could spill slurry.
In practice, these benefits stack up. A polymetallic mine in Guangxi used NGZ for tailings, hitting high underflow densities and recycling water seamlessly. Or a gold flotation project upgraded to dry discharge, slashing environmental footprint.
Real-World Wins: Case Studies from the Field
Nothing beats real examples. In a phosphor mine tailing filtering and filling project, NGZ thickeners handled massive volumes, enabling EPC-style dry stacking. Water got recycled back to processing, cutting waste. Another: Pengze Xingwang’s vanadium separation. Slurries thickened efficiently, solids managed dry, water looped in.
Geermu Potash? 500 tons daily, solids concentrated, water reused for fertilizer production. Heibei Nanshan’s iron tailing recycle turned waste into sand, with NGZ at the core for dewatering. These aren’t hypotheticals—they’re proven, with thickeners running smooth under heavy loads.
One quirky side note: In a chat with a project lead, he mentioned how the auto-rake saved their bacon during a storm surge that thickened slurry overnight. Machine adjusted itself, no human intervention. Stuff like that makes you appreciate the tech.
| Project | Application | Key Outcome |
| Phosphor Mine | Tailings Filtering & Filling | High water recovery, dry stacking enabled |
| Pengze Xingwang | Vanadium Solid-Liquid Separation | Efficient thickening, reduced tailings volume |
| Geermu Potash | Fertilizer Solid-Liquid Separation | 500t/day capacity, water recycling boost |
| Heibei Nanshan | Iron Tailing Recycle | Sand making from tailings, lower env impact |
| Guangxi Mine | Polymetallic Thickening | 3-8x efficiency gain, 60-70% underflow |
Introducing Yantai Hexin: Your Go-To Supplier for NGZ High Efficiency Thickeners
Speaking of reliability, let’s talk Yantai Hexin Environmental Protection Equipment Co., Ltd. Nestled in Yantai City, Shandong, they’ve been cranking out filtration gear for over 20 years. Specializing in stuff like belt filters, ceramic filters, tower presses, and yep, NGZ high efficiency thickeners. Their R&D team’s sharp, drawing on global tech to build machines that last.
With ISO9001 under their belt, quality’s baked in—from material picks to final inspections. They’ve done thousands of projects, serving mining, chem, and more. After-sales? Solid: warranties up to a year, lifetime parts at cost, 24/7 online help. If you’re eyeing NGZ for your op, they’re the folks to call—professional, credible, and all about long-term partnerships.
Conclusion
Wrapping up, NGZ high efficiency thickeners aren’t just equipment; they’re pivotal in making water recycling and tailings management workable and wise. From boosting efficiency to cutting risks, they deliver where it counts. In a world pushing for greener ops, adopting this tech is a smart move. Curious? Dig deeper, and see how it fits your setup.
FAQs
What is the main role of NGZ High Efficiency Thickeners in water recycling?
These thickeners separate solids from liquids super effectively, letting you pull clean water from slurries for reuse. In mining, that means recycling up to 90% of process water, slashing fresh intake and waste.
How do NGZ High Efficiency Thickeners improve tailings management?
By concentrating underflow to 60-70% solids, they make tailings drier and easier to handle. This cuts storage needs, reduces dam risks, and even allows dry stacking—big wins for safety and the environment.
Are NGZ High Efficiency Thickeners suitable for all mining operations?
Pretty much, yeah. They’re versatile for tailings, hydrometallurgy, and more. But check your slurry type—works best with fine particles. In cases like phosphor or gold mines, they’ve proven spot-on.
What maintenance do NGZ High Efficiency Thickeners require for optimal performance in water recycling and tailings management?
Regular checks on hydraulics and PLC systems keep them humming. Auto-features handle a lot, but quarterly inspections catch issues early. Yantai Hexin’s support includes training to make it straightforward.
Can NGZ High Efficiency Thickeners reduce costs in tailings management?
Absolutely. Higher efficiency means less flocculant, lower energy use, and smaller tailings footprints. One project saw 20-30% savings on chemicals alone, plus avoided fines from better compliance.



