Most dewatering circuits run into the same headache day after day: cake comes out wetter than the target, so haulage costs climb, disposal volumes stay high, and sometimes regulatory limits get tight. At the same time, any move that drops moisture usually stretches filtration cycles, thickens the cake past the sweet spot, or forces slower feed rates—straight-up eroding hourly solids tonnage and plant output. The balance everyone hunts for is drier cake that still lets the line push the designed tons per hour or better.
Field experience across tailings, sludge, and process streams shows it is possible to pull cake moisture down another 5–15 percentage points in many cases without giving up production rate. The approaches below pull from actual plant adjustments and equipment configurations that have delivered results without forcing operators to choose between dryness and capacity.

Why Lower Filter Cake Moisture Matters — But Throughput Matters More
Wet cake adds dead weight that hits the budget hard. In tailings dry stacking, shaving even a few points off moisture can cut truck fleets or conveyor loads significantly—sometimes trimming transport runs by 10–20%. In wastewater plants, drier sludge reduces incinerator fuel or landfill tipping fees. Downstream drying steps, when needed, burn less energy with less water to evaporate.
Throughput, though, anchors the whole operation’s economics. Extend a cycle from 45 minutes to 75 minutes chasing lower moisture, and daily solids processed can drop 30–40%, starving thickeners, flotation cells, or the rest of the flowsheet. Most sites cannot absorb that kind of production hit unless the downstream savings are massive. The practical goal stays clear: find ways to extract more water inside roughly the same cycle window or even compress it through better feed prep and pressure management.
Key Factors That Simultaneously Affect Moisture and Throughput
Several variables drive both cake dryness and solids rate at once.
Particle size distribution sets the baseline permeability. Fine fractions pack tight pores and hold capillary water unless pressure or chemistry opens escape routes.
Feed pressure ramp controls early cake structure. Jumping straight to high pressure seals the surface early, trapping liquid deeper and raising final moisture.
Cake thickness affects drainage paths. Thicker builds hold more trapped water and demand longer filtration; thinner layers clear faster but need reliable discharge to keep cycles quick.
Chemical conditioning alters slurry rheology. Correct flocculant or coagulant bridges fines, improves permeability, and lowers resistance—frequently speeding the initial phase without adding time.
Equipment capability sets the ceiling. Standard chamber presses lean on feed pressure alone. Membrane systems add a secondary diaphragm squeeze. Continuous or semi-continuous designs eliminate batch pauses.
Air blow phase clears residual pore water after mechanical pressing. A well-tuned blow at moderate pressure and duration often trims another 3–8% moisture with almost no cycle penalty.
7 Proven Ways to Reduce Filter Cake Moisture Without Sacrificing Throughput
Optimize Progressive Pressure Profile
Begin filtration at moderate pressure to build an even, open cake, then step up gradually to full operating level. This layering avoids surface compaction and lets water channels stay open longer. Tailings circuits using ramped pressure profiles commonly report 4–7% moisture reduction while holding cycle times close to baseline.
Add or Upgrade to Membrane Squeeze Technology
Membrane plates introduce a post-filtration squeeze where inflated diaphragms apply uniform pressure—often 20–30 bar for 15–30 minutes—across the entire cake surface. This mechanical push expels water that standard pressing leaves behind. Reductions of 10–15% below non-membrane results are routine, and because the squeeze phase substitutes for part of what would otherwise be prolonged filtration, net cycle time impact remains neutral or slightly favorable.
For a deeper look at how high-pressure membrane systems perform in real industrial settings, refer to Hexin’s technical article on high-pressure filter presses achieving low moisture filter cakes.
Implement Effective Cake Air Blow / Dry Phase
Once mechanical pressing finishes, route compressed air through the cake at 5–8 bar for a controlled interval—usually 5–10 minutes. The air displaces free liquid from pores without compacting the structure further. When the blow follows a membrane stage or optimized pressing, cumulative moisture drops frequently reach below 20% with minimal added time.
Fine-Tune Chemical Conditioning & Dosage
Run jar tests on current slurry to dial in flocculant type, molecular weight, and charge, then adjust dosage in small increments. Better aggregation opens flow paths, so initial drainage accelerates and final moisture falls. Many operations achieve 4–10% moisture improvement from conditioning tweaks alone, without extending cycle duration or changing feed rate.
Use Thinner Cake Design + Faster Cycle
Set target cake thickness at 30–50 mm rather than 60–80 mm. Shorter drainage paths speed dewatering, and automated plate discharge keeps turnaround quick. Plants shifting to thinner cakes often increase cycles per hour by 15–25%, maintaining or slightly improving moisture levels while lifting overall solids capacity.
Select High-Efficiency Filter Cloth & Maintain It Regularly
Choose cloth weave, yarn type, and finish that match the slurry particle profile and resist blinding. Schedule consistent high-pressure washing to clear embedded fines before resistance builds. Consistent permeability from clean cloth keeps drainage rates steady, preventing gradual moisture creep or forced cycle extensions.
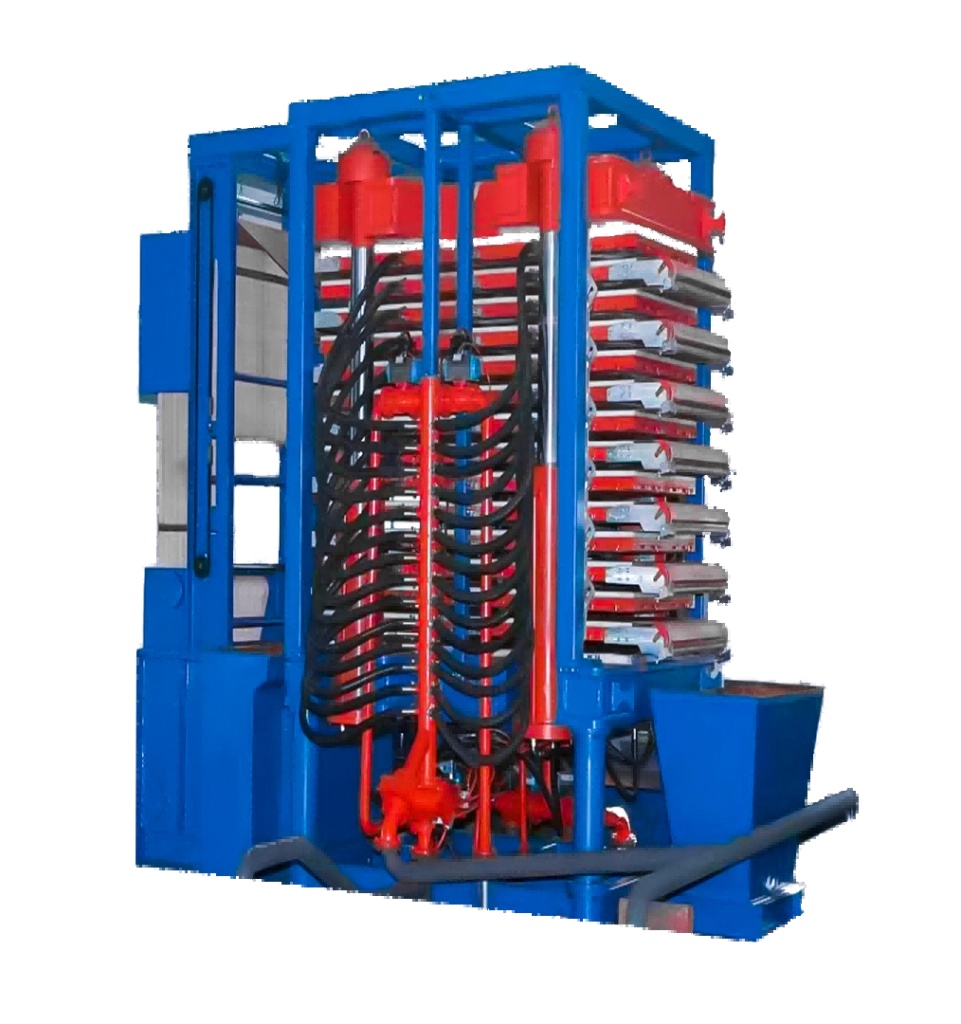
Upgrade to Continuous or Semi-Continuous Equipment
Traditional batch presses lose time during opening, cake release, and cloth washing. Belt filter presses run continuously, while vertical tower designs automate staged high-pressure filtration, membrane squeeze, and air drying with short material advance intervals. These configurations support steady high solids throughput alongside cake moisture in the 10–20% range on challenging feeds.
Real-World Examples & Expected Results
A tailings circuit handling fine iron ore switched to ramped pressure plus membrane squeeze. Cake moisture averaged 28% before the change; afterward it settled at 18%. Cycle time rose about 10%, but thicker effective cake per cycle offset the difference, delivering an 8% increase in daily solids processed.
In a municipal wastewater facility running biological sludge, operators refined flocculant dosing based on frequent jar tests and added a brief air blow after pressing. Moisture dropped from 35% to 22% with cycle length unchanged, preserving belt press throughput at 1.8–2.0 cubic meters per hour.
A chemical plant dewatering gypsum adopted thinner cake targets on an existing high-pressure unit. Moisture stabilized at 20–22%, and more frequent discharge cycles raised shift capacity by roughly 12%.
Quick Comparison Table: Methods vs. Moisture Reduction vs. Throughput Impact
| Method | Expected Moisture Reduction | Impact on Throughput | Investment Level | Best Suited For |
|---|---|---|---|---|
| Progressive Pressure Ramp | 4–7% | Neutral to +5–10% | Bajo | Most batch presses |
| Membrane Squeeze | 10–15% | Neutral to +5% | Medium | Upgrading existing presses |
| Air Blow Optimization | 3–8% | Neutral | Bajo | Any system with blow capability |
| Chemical Fine-Tuning | 4–10% | Neutral to +10% | Bajo | Variable slurry feeds |
| Thinner Cake + Faster Cycle | 2–6% | +15–25% | Low-Medium | Automated discharge units |
| High-Efficiency Cloth Maintenance | 3–7% | Neutral to +5% | Bajo | Long-term operation |
| Tower / Vertical Press Upgrade | 8–20% | +10–30% | High | High-volume, low-moisture needs |
Common Mistakes That Increase Moisture OR Kill Throughput
Applying full pressure too early compacts the forming cake surface and seals off deeper drainage channels. Allowing cloth residue to accumulate gradually increases resistance and forces longer cycles to reach target solids. Over-dosing flocculants produces fragile aggregates that break under pressure, raising fines and final moisture. Running at low slurry temperature keeps viscosity elevated, slowing drainage regardless of pressure or equipment.
Which Equipment Makes It Easiest to Achieve Both Goals?
Conventional recessed chamber presses handle basic duties but hit limits on very low moisture without cycle penalties. Membrane-equipped presses bring secondary squeeze that pushes dryness further. Continuous belt presses suit steady flows where consistent output outweighs absolute minimum moisture.
Vertical tower filter presses stand apart when low cake moisture and high solids rate must coexist. Automated cycles manage feed compression, high-pressure filtration, diaphragm squeeze, optional washing, air drying, and discharge with limited manual intervention. The design delivers cakes at 10–20% moisture on fine or difficult materials while supporting high throughput in a compact layout.
About Yantai Hexin Environmental Protection Equipment Co., Ltd.
Yantai Hexin Ambient Protection Equipment Co., Ltd., founded in 1995 and located in Yantai, Shandong Province, China, specializes in solid-liquid separation technologies. The company engineers and produces belt filter presses, ceramic vacuum filters, vertical tower filter presses, high-efficiency thickeners, and related systems, while also offering full EPC services. With dedicated R&D and service teams, Hexin supplies equipment to mining, metallurgy, chemical processing, wastewater treatment, and other sectors, supported by proven manufacturing processes, reliable field performance, and after-sales support across more than 100 installations globally.
Conclusión
Achieving lower filter cake moisture without sacrificing throughput comes down to coordinated adjustments in pressure application, secondary mechanical action, air drying, slurry conditioning, cake geometry, cloth management, and equipment selection. Plants that combine two or more of these techniques frequently reach the best compromise—cakes dry enough to cut handling and disposal costs while production rates remain stable or improve. Pilot testing specific changes or working with equipment specialists typically accelerates results and minimizes risk. When the priority is reliable low-moisture output at full operating capacity, the correct setup delivers measurable gains in cost control and regulatory compliance.
Preguntas frecuentes
How much can membrane squeeze reduce filter cake moisture without slowing down throughput?
Membrane squeeze usually delivers an extra 10–15% moisture drop compared with standard pressing alone. The squeeze stage often replaces extended filtration time, so many operations hold or slightly raise overall throughput when cycles are already tuned.
What is the best way to lower filter cake moisture in tailings without cutting daily processing capacity?
Combine progressive pressure ramp-up, membrane squeeze where feasible, and a short air blow. These adjustments commonly reduce moisture 8–15% while keeping cycle times near original levels. A vertical tower press upgrade further helps maintain or increase throughput with drier tailings cake.
Does chemical conditioning affect filter cake moisture without changing throughput?
Correct flocculant selection and dosing improve slurry permeability and accelerate early drainage. Jar-test-guided adjustments regularly cut moisture 4–10% with no cycle extension, preserving solids processing rate or even increasing it slightly.
Can thinner filter cakes help achieve lower moisture while increasing throughput?
Yes—thinner cakes at 30–50 mm shorten drainage paths and speed dewatering. With reliable automated discharge, cycle frequency rises, boosting throughput 15–25% while moisture holds steady or improves modestly compared with thicker builds.
Why do vertical tower filter presses maintain high throughput with low filter cake moisture?
The automated sequence efficiently handles high-pressure filtration, membrane squeeze, and air drying in a semi-continuous flow. This setup produces 10–20% moisture cakes on tough feeds without the batch downtime of conventional presses, supporting consistent high-capacity dewatering.