Introducción
Hola ahí, si ’ re en el juego de minería o procesamiento químico, usted sabe lo crucial que puede ser un buen espesante. It’ es esa pieza de equipo que convierte el lodo en algo manejable, ahorrando agua y aumentando las tasas de recuperación. Pero vamos’ No todos los espesantes se crean iguales. Algunos simplemente se sientan allí haciendo el mínimo, mientras que otros, con un poco de ajustes de ingeniería inteligentes, pueden realmente brillar. Hoy, nosotros’ volver a sumergirse en soluciones de ingeniería avanzadas que amplifican espesante de alta eficiencia funcionalidad. Piense en un mejor raspado, controles más inteligentes y diseños que manejen condiciones difíciles sin romper el sudor.
Yo’ He visto proyectos en los que una simple actualización convirtió una operación atrasada en una operación sin problemas. Por ejemplo, en un proyecto de recogida de minas de fósforo, el cambio a un fondo de pendiente variable aumentó la concentración en casi 5 veces. Nosotros’ Voy a entrar en las tuercas y pernos aquí, tirando de ejemplos del mundo real y tecnología que’ Es ahí fuera en este momento. Manténgase alrededor; Esto podría generar algunas ideas para su configuración.
¿Qué hace que los espesantes de alta eficiencia tick?
Los fundamentos del diseño de espesor
Los espesantes de alta eficiencia son’ t tu abuelo’ Tanques de asentamiento. Ellos’ reconstruido para velocidad y densidad. Imagine una gran piscina circular con un rastrillo que agita lentamente el lodo, dejando que los sólidos se hundan mientras sube el agua clara. La magia ocurre en la parte inferior: un cono profundo o una base inclinada comprime el flujo inferior. En un proyecto de flotación de oro que recuerdo, el flujo inferior golpeó el 65% de sólidos, mucho por encima del 40% habitual. Eso’ s enorme para descarga seca y reciclaje.
Estas máquinas utilizan floculantes para agrupar partículas. Añadir demasiado poco, y establecer los arrastres; demasiado, y tú’ Estás desperdiciando dinero. ¿La llave? Dosificación precisa. Los modernos vienen con alimentadores multipunto que se mezclan correctamente, reduciendo el uso de floculantes en un 20-30% en algunos casos.
Componentes clave y sus roles
Vamos’ s romperlo:
Sistema de accionamiento:
A menudo configuraciones hidráulicas o multimotores. Alimentan el rastrillo sin detenerse bajo carga. Si la resistencia aumenta, los sensores se activan para levantar el rastrillo, sin más ejes rotos.
Cuchillas raspadoras:
Diseño en espiral logarítmico. Suena fantástico, pero significa menos resistencia y mejor movimiento de barro. En las operaciones de fertilizantes de potasio, este diseño redujo el uso de energía en un 15%.
Sistemas de control:
Cerebros PLC con alarmas, ajuste automático y paradas remotas. ¿Sobrecarga? Se apaga y se apaga. Yo’ He tenido conversaciones con operadores que juran por las cerraduras de contraseña – evita que los novatos arruinen las cosas.
No todo’ S perfecto, sin embargo. A veces, en sitios remotos como los de Guangxi’ s minas polimetálicas, fallos de potencia lanzan el PLC. Eso’ s cuando las anulaciones manuales ahorran el día. Pero en general, estas partes trabajan juntas para hacer espesantes caballos de trabajo fiables.
Soluciones de ingeniería avanzadas para mejorar el rendimiento
Actualización de los sistemas de carga y alimentación
Un gran salto en la mejora de la funcionalidad del espesante de alta eficiencia proviene de la renovación de la forma en que la suspensión entra en el tanque. Los espesantes de la vieja escuela descargan material al azar, lo que conduce a una sedimentación desigual. Las soluciones avanzadas agregan cámaras de desgasificación y velocidades de alimentación controladas. Tomemos un concierto de separación sólido-líquido de vanadio: instalaron un sistema de carga de alta eficiencia que corta burbujas en la suspensión, mejorando la claridad en un 25%. No más espuma que se desborda.
La adición de floculantes también tiene un cambio. Los inyectores multipunto aseguran una mezcla uniforme. En un proyecto de reciclaje de hierro, este ajuste aumentó la eficiencia de 3 a 8 veces las tasas convencionales. Es’ No es ciencia de cohetes, solo tuberías y sensores pensados. Pero oye, una vez vi a un equipo pasar por alto la calibración, y todo el lote flocó desigualmente. Lección aprendida: Las pruebas son importantes.
Mecanismos innovadores de accionamiento y rake
Los coches son donde las cosas se vuelven emocionantes. Cambie a motores hidráulicos sincrónicos y puede ajustar las velocidades a la vuelta. El rastrillo se levanta automáticamente si aumenta la presión, hasta 600 mm en algunos modelos. Esto protege los engranajes y mantiene las cosas en movimiento. En aplicaciones de ingeniería ambiental, como el tratamiento de aguas residuales, maneja cargas variables sin problemas.
¿Diseños de raspadores? Ve por las espirales. Rascan con menos fuerza, lo que significa operaciones más suaves y una vida más larga. Los números de un EPC de cola de hierro de heibei muestran que la resistencia cayó en un 10-15%, extendiendo los intervalos de mantenimiento. Claro, la instalación podría tomar un día extra, pero la recompensa’ Rápido.
Y no’ t olvidar la protección de sobrecarga. Los motores y la hidráulica tienen alivio incorporado. Si el par alcanza el límite, se detiene. La seguridad primero, ¿verdad? Yo’ He escuchado historias de viejos espesantes que se detienen a mitad del turno - una pesadilla para los plazos.
Controles inteligentes y características de automatización
Los controles PLC cambian el juego. Se ocupan de todo: alarmas de sobrecarga, ascensores automáticos, incluso regulación de temperatura para el aceite. ¿Paradas de emergencia remotas? Inpreciable en plantas grandes. Una operación minera en Geermu usó esto para evitar un cierre durante una tormenta – interruptor de muerte remoto de la oficina.
Los modos incluyen automático, manual, remoto. Configuración de bloqueo de contraseñas. Las autopruebas de presión detectan los problemas temprano. En una planta química de alto riesgo, esta protección multicapa evitó un derrame costoso. Pero’ no toda la magia tecnológica; a veces, un simple ventilador para enfriar hace el truco cuando las temperaturas se elevan.
¿Integrar estos? Puede sentirse abrumador al principio. Comience pequeño, tal vez solo el sistema de alarma, y escale. De lo que yo’ Ya hemos visto, el ROI alcanza en un año solo en el ahorro de energía.
Aplicaciones del mundo real y estudios de casos
Nada supera ver estas soluciones en acción. Vamos’ S mira algunos:
Proyecto EPC de filtrado y llenado de colas de minas de fósforo:
Los espesantes avanzados con fondos de conos profundos lograron una concentración de caudal inferior del 70%. Los residuos pasaron de residuos a material de llenado, reduciendo los costos de eliminación a la mitad.
Separación sólido-líquido de vanadio de Pengze Xingwang:
Los sistemas de alimentación mejorados manejaban suspensiones de alta viscosidad. ¿Resultado? Separaciones más limpias y rendimiento 20% más rápido.
Proyecto de fertilizante de potasa Geermu:
La capacidad llegó a 500 toneladas/día con raspadores en espiral. Las facturas de energía cayeron, y la planta funcionó sin parar durante meses.
EPC de cola de hierro del grupo de Heibei Nanshan:
Reciclaje de residuos y descarga seca. Las soluciones incluyeron controles automáticos, la conversión de residuos en arena – respetuoso con el medio ambiente y rentable.
Espesor de alta eficiencia de la mina de Guangxi EPC:
Para depósitos polimetálicos. Las pendientes variables comprimen el flujo inferior de manera eficiente, aumentando las tasas de recuperación.
Actualización de descarga seca de flotación de oro:
Las mejoras tecnológicas como los PLC garantizaron un 60% de sólidos consistentes. No más desorden húmedo.
Estos son’ t solo estadísticas; ellos’ de operaciones que abarcan la minería a los fertilizantes. Cada uno se enfrentó a obstáculos únicos, como grados de mineral variables, pero soluciones de ingeniería avanzadas adaptadas a su medida. Si usted’ al tratar con dolores de cabeza de cola, estos ejemplos podrían sonar una campana.
Nota lateral: En climas más fríos, como algunos sitios de Shandong, los dispositivos de calefacción en los controles impiden que el aceite se gome. Las pequeñas cosas como esas hacen la diferencia.
Presentando Yantai Hexin: Su proveedor de espesantes de alta eficiencia
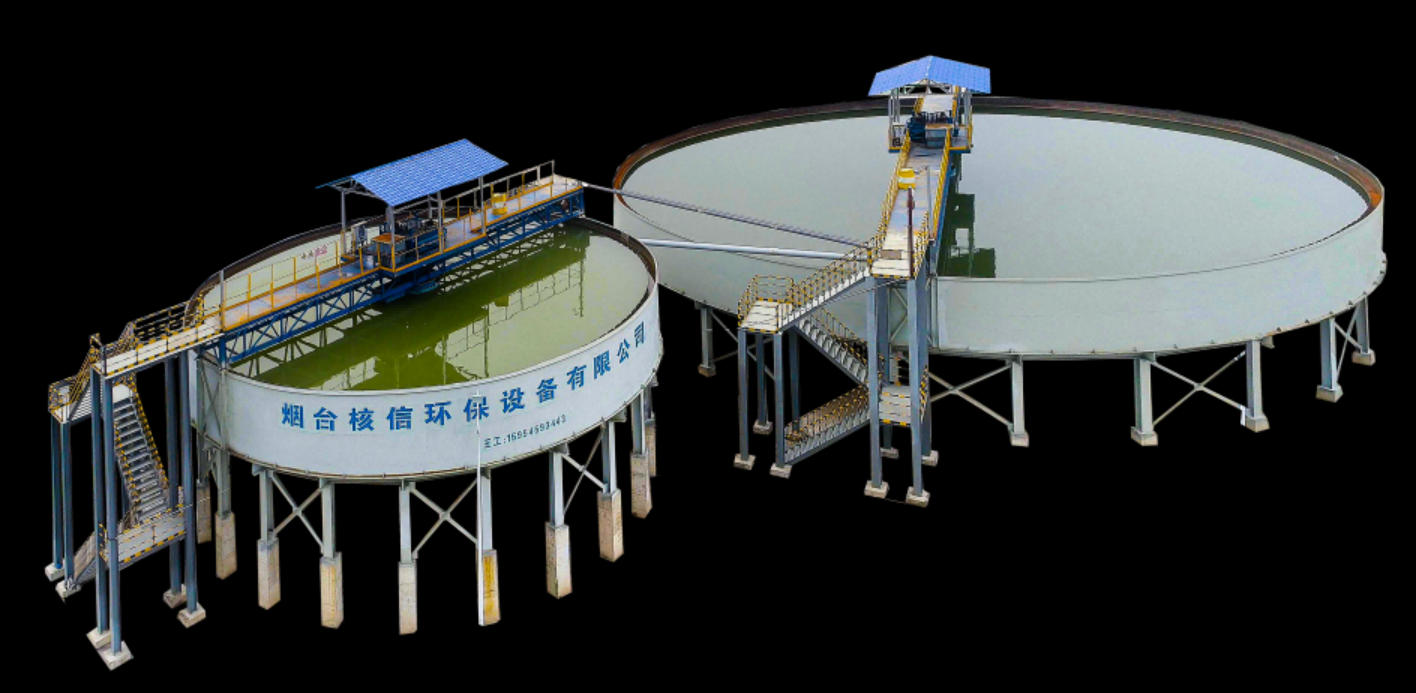
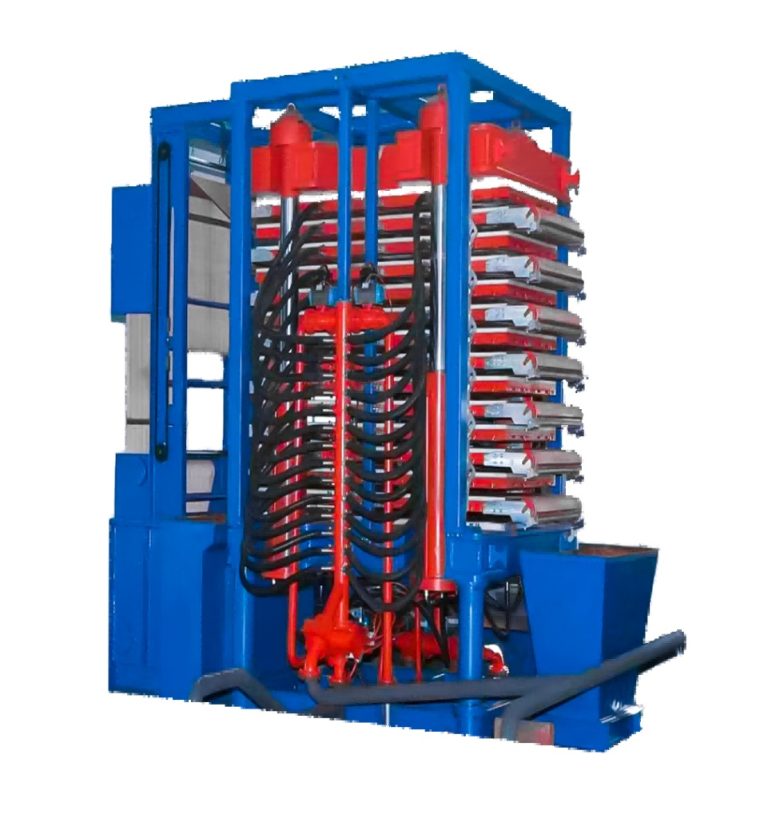
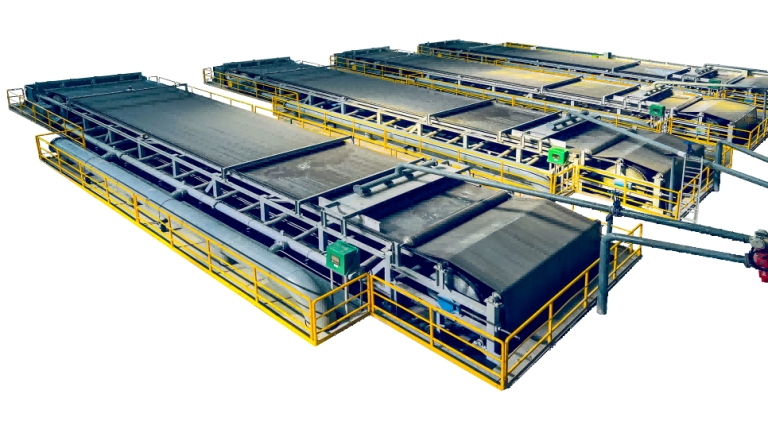
Antes de terminar, vamos’ S habla de Yantai Hexin Ambient Protection Equipment Co., Ltd. Ubicado en la ciudad de Yantai, provincia de Shandong, ellos’ He estado manivelando el equipo de filtración durante más de 20 años. Especializado en cosas como filtros de cinturón, filtros de cerámica, prensas verticales, y sí, espesantes de alta eficiencia, ellos’ Todo sobre calidad e innovación.
Con un R& D equipo y sólido posventamanejan todo, desde la minería hasta el tratamiento de aguas residuales. ¿Su espesante NGZ? Es’ con las características que discutimos: accionamientos centrales, rastreadores automáticos, inteligencia PLC. Ellos’ hemos hecho miles de proyectos, sirviendo a clientes felices en todo el mundo. Si usted’ volver a buscar proveedores confiables, Hexin’ s tuvo la experiencia y el equipo. Revisa su sitio para más información; ellos’ Tenemos certificados y fotos de fábrica para respaldarlo.
Conclusión
Envolviendo esto, las soluciones de ingeniería avanzadas realmente mejoran la funcionalidad del espesante de alta eficiencia, convirtiendo el buen equipo en excelente. Desde alimentaciones más inteligentes hasta controles robustos, estos ajustes ahorran tiempo, dinero y dolores de cabeza. Si usted’ en la minería o productos químicos, su aplicación puede transformar sus operaciones. ¿Recuerdas esos estudios de caso? Una prueba real de que funciona. Si usted’ volver a pensar en una actualización, comenzar con una auditoría del sitio – podría sorprenderle lo que’ es posible.
Preguntas frecuentes
¿Cuáles son algunas de las soluciones clave de ingeniería avanzada para mejorar la funcionalidad del espesante de alta eficiencia?
Las soluciones de ingeniería avanzadas incluyen la actualización a alimentadores floculantes multipunto, sistemas de accionamiento hidráulico con rastrillos de elevación automática y controles PLC para la protección contra sobrecargas. Estos ayudan a lograr concentraciones de flujo inferior más altas, como el 60-70%, y a reducir el tiempo de inactividad. En la minería, por ejemplo, aumentan las velocidades de asentamiento de 3 a 8 veces.
¿Cómo afectan estas soluciones al mantenimiento de espesantes de alta eficiencia?
Hacen la vida más fácil. Características como raspadores en espiral reducen el desgaste y las alarmas automáticas detectan los problemas temprano. En un proyecto se duplicaron los intervalos de mantenimiento, ahorrando dinero en piezas. Pero sí, todavía necesita comprobaciones regulares – no hay sistema’ s a prueba de tonterías.
¿Se pueden adaptar soluciones de ingeniería avanzadas a espesantes existentes?
Claro, a menudo sí. La modernización de un sistema de carga o controles puede mejorar la funcionalidad sin una sustitución completa. Los costos varían, pero en una actualización de cola de oro, se pagó en seis meses a través de una mejor eficiencia. Hable con proveedores como Hexin para la viabilidad.
¿Qué’ ¿El papel del PLC en la mejora de la funcionalidad del espesante de alta eficiencia?
El PLC maneja la automatización, desde los ajustes del rastrillo hasta las paradas de emergencia. Mantiene las cosas seguras y eficientes. En operaciones remotas, control remoto’ es un salvavidas. Simplemente establecer contraseñas para evitar accidentes; Yo’ he visto ajustes ajustados accidentalmente de lo contrario.
¿Existen beneficios ambientales para estas soluciones avanzadas?
Por supuesto. Las concentraciones más altas significan menos residuos de agua y una mejor gestión de residuos. En proyectos ecológicos, como los rellenos de minas de fósforo, convierte los residuos en rellenos utilizables, reduciendo la contaminación. Además, el ahorro energético de accionamientos eficientes reduce su huella de carbono.