Industrial slurries rarely fail a project in dramatic ways. They fail by quietly stretching cycle times, pushing moisture out of spec, and turning cake washing into an inconsistent routine that makes downstream handling unpredictable. A vacuum belt filter system is often selected when a plant needs continuous dewatering with repeatable cake washing and dependable cloth regeneration, not as separate tasks, but as one linked production cycle.
To place this equipment in the bigger decision tree, see solid-liquid separation methods, equipment, and industrial use cases.

Continuous Dewatering Starts With the Right “Belt Filter” Definition
Belt filter press vs. vacuum belt filter system: why buyers get misled
In many search results, “belt filter” is used interchangeably across very different machines. Municipal sludge discussions often point to belt filter presses, where mechanical squeezing dominates. In mineral, chemical, and FGD gypsum lines, the more relevant reference is a horizontal vacuum belt filter, where vacuum and drainage through filter cloth govern performance. Mixing these definitions creates poor procurement outcomes, because the utilities, footprint, washing logic, and maintenance discipline are not the same.
What “continuous” really means in production terms
Continuous dewatering should not be interpreted as “never stops.” It means the filtration duty is built around steady throughput, with filtration, cake washing, drying, cake discharge, and cloth regeneration repeating in a controlled loop with minimal manual interruption. That loop is the value proposition. If cloth regeneration is weak, the “continuous” claim collapses into frequent slowdowns, unplanned washdowns, and variable cake quality.
How a Vacuum Belt Filter System Works in Real Production Cycles
The working structure that makes the cycle repeatable
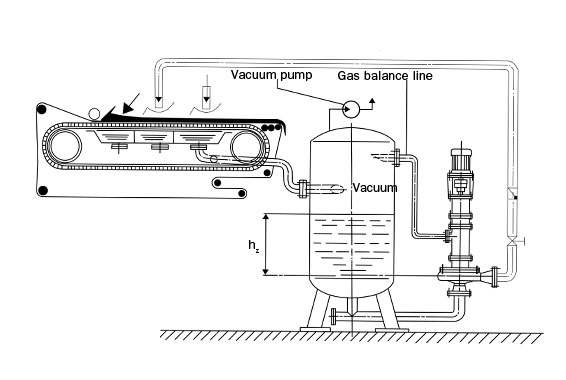
A typical vacuum belt filter system uses a fixed vacuum box with a continuous rubber belt driven across the vacuum zone. Filter cloth is laid on top of the rubber belt and moves synchronously with it. A water-sealing structure is formed as the rubber belt runs against a friction belt on the vacuum box platform, helping stabilize the vacuum draw and reducing random performance swings as the machine heats up, cools down, or experiences feed variability.
For a practical example aligned with the BF series configuration, see BF vacuum belt filter system.
From slurry feed to cake discharge: where performance is made or lost
In steady operation, slurry is distributed evenly onto the filter cloth by a distributor. Once the vacuum chamber connects with the vacuum system, filtrate is pulled through the cloth; solids remain and form a cake layer. As the belt advances, the cake passes into the cake washing area and then into drying. At discharge, the cloth separates from the rubber belt at the discharge roller and the cake releases. Immediately after discharge, cloth regeneration occurs through cleaning and reconditioning before the cloth returns to the filtration zone.
This sequence matters because each segment imposes its own constraint. A plant can achieve excellent filtration yet fail on cake washing if spray coverage is uneven. A plant can achieve good cake washing yet fail on cloth regeneration if fines embed into the media. High output is the product of the entire loop, not a single zone.
Performance Model: What Governs Throughput, Cake Moisture, and Washing Results
The three-variable tradeoff that shows up on every site
Most procurement teams start by asking for capacity. Operators eventually ask for stability. The core tradeoff in a vacuum belt filter system is typically between throughput, cake moisture target, and washing requirement. Pushing one variable too hard forces compromises elsewhere, and those compromises often reappear as hidden costs: more wash water, higher vacuum energy, more frequent cloth regeneration cycles, or higher downtime.
A useful way to structure performance conversations is to focus on the plant’s binding constraint. If the binding constraint is water recovery, filtrate clarity and stable vacuum operation rise in priority. If the binding constraint is downstream transport cost, cake moisture and cake structure dominate. If the binding constraint is impurity carryover, cake washing efficiency becomes the governing KPI.
Cake washing efficiency is about hydraulics and cake structure, not slogans
Cake washing works when wash liquid actually displaces the mother liquor within the cake rather than channeling through cracks or bypassing dense zones. Wash efficiency depends on cake permeability, spray uniformity, and the ability to control flow without disturbing the cake bed. In real service, washing results drift when feed solids fluctuate, when slurry chemistry changes surface tension, or when the cake cracks under uneven vacuum draw. That is why advanced systems support sectional washing collection and allow upstream or downstream washing configuration: the wash strategy must match the process objective and the liquid-handling plan, not a generic brochure statement.
Cloth regeneration is the long-run stability variable
Short tests often look impressive because cloth starts clean. Weeks later, the cloth tells the truth. Cloth regeneration is where the system either protects steady-state performance or slowly loses it through blinding and embedded fines. High-pressure washing options can extend cloth life and restore permeability when the process carries fines that would otherwise lodge into the cloth weave. In plants that run 24/7, a cloth regeneration plan is effectively part of the production schedule, not maintenance “when time allows.”
System Design Details That Hold Up Under Industrial Duty
Belt and cloth synchronization protects predictable dewatering
A vacuum belt filter system built for continuous dewatering must keep the cloth and rubber belt moving in sync with controlled tension. When tracking drifts, seals weaken, vacuum becomes unstable, and the machine begins to “hunt” for a stable operating point. Over a shift, this shows up as fluctuating cake thickness, inconsistent cake washing results, and sporadic wet spots. The design details that support tracking and rectification may look secondary during selection, but they directly influence day-to-day output.
Support methods and friction control are about lifespan and uptime
Friction is not a minor engineering detail; it is a wear budget. Rubber belt support methods such as roller type, air cushion type, and pallet type are used to reduce friction resistance and extend belt service life. When friction is reduced, mechanical load drops, heat generation falls, and belt surfaces tend to last longer. This is one of the simplest ways a system protects uptime without “heroic” maintenance.
Liquid handling choices affect washing viability and plant integration
A belt system is only as good as its liquid management. If wash stages are planned but filtrate routing is not, operators often compromise washing to avoid overflow, cross-contamination, or treatment bottlenecks. Multi-stage or sectional collection allows wash filtrate to be segregated, reused, or treated based on process needs. Discharge modes such as zero discharge, high-level discharge, or auxiliary discharge influence how easily the filter integrates into existing sumps, separators, and recycle loops.
Enclosure options matter when the plant is unforgiving
Some slurries carry volatile components or operate in conditions where heat loss, odor control, or aerosol containment becomes a safety and compliance issue. Semi-enclosed or fully enclosed configurations support insulation and centralized collection. In practice, enclosures also reduce the “drift” of operating conditions by limiting wind, splashing, and ambient temperature swings that can affect cloth regeneration and washing consistency.
Limits: When a Vacuum Belt Filter System Is a Poor Fit
Feed variability that overwhelms stable operation
A vacuum belt filter system can handle variation, but only within a band. When feed solids swing wildly, cake formation changes in minutes. Thin cake reduces washing residence time and can lead to poor displacement. Thick cake can overload vacuum draw and create uneven drying. Plants with frequent upstream upsets should plan buffer capacity or conditioning, or the filter will spend too much of the week recovering rather than producing.
Materials that blind cloth faster than regeneration can restore it
Certain slurries contain sticky fines, gelatinous precipitates, or reactive solids that bind into cloth structure rapidly. In these cases, cloth regeneration frequency may become so high that the “continuous” nature turns into frequent stoppages. High-pressure wash capability and a disciplined regeneration schedule can help, but some materials still push the system beyond practical limits. A small pilot test that focuses on cloth condition after extended runtime is often more valuable than a short capacity test.
Washing requirements that exceed practical water and handling capacity
Cake washing looks simple until wash water consumption and downstream handling are counted. If the plant cannot supply stable wash pressure, cannot manage multiple filtrate streams, or cannot treat or recycle wash liquid, washing will be reduced in practice. The result is predictable: impurity carryover increases, downstream quality drifts, and operators spend time compensating elsewhere in the process.
Operating Discipline That Protects Output and Reduces Rework
A realistic scenario: gypsum dewatering with washing expectations
Consider an FGD gypsum line where the objective is not only to dewater but to reduce soluble impurities so that downstream handling and storage remain stable. If cake washing coverage is uneven, pockets of higher impurity remain, leading to variable downstream behavior. The “fix” is rarely more vacuum. It is usually improved distribution, stable cake thickness control, and wash stage management that keeps the liquid displacement consistent across the belt width. When cloth regeneration falls behind, washing also degrades because the cloth permeability pattern becomes uneven, producing channeling and localized bypass.
Early warning signs that performance is drifting
A vacuum belt filter system signals problems before a shutdown occurs. Filtrate clarity may change, vacuum stability may fluctuate, and cake release may become less clean at discharge. These symptoms often appear first at the edges, where tracking and seal integrity are most vulnerable. Addressing these signals early protects continuous dewatering output and reduces emergency cloth changes that disrupt production plans.
Maintenance routines that pay back in uptime
A high-output belt system is typically not maintenance-free, but it can be maintenance-predictable. Consistent cloth regeneration, periodic checks of vacuum integrity, and attention to belt tracking devices protect performance far more than occasional deep cleanups after output has already collapsed. In procurement terms, the right machine is the one that fits the plant’s maintenance reality, not the one with the most aggressive theoretical capacity.
Procurement Notes: What to Put in an RFQ So the Quotation Is Real
A useful RFQ translates process reality into sizing inputs. Feed solids range, particle size distribution trend, slurry temperature, chemical additives, target cake moisture, required washing outcome, and available utilities should be defined before pricing becomes serious. It is also helpful to specify how success will be measured: stable continuous dewatering throughput over time, not a single short acceptance run.
For buyers comparing multiple solid–liquid separation options, the fastest path is often to align equipment selection with the overall portfolio and plant integration plan. The broader catalog is here: solid–liquid separation equipment products.
About Yantai Hexin Environmental Protection Equipment Co.,Ltd
Long-run dewatering performance is not only an engineering matter; it is also a manufacturing and service discipline matter. A vacuum belt filter system exposes inconsistency quickly because cloth regeneration, washing distribution, and vacuum sealing are sensitive to build quality, component fit, and field support.
Yantai Hexin Ambient Protection Equipment Co., Ltd is based in YEDA, Yantai City, Shandong Province, and focuses on filtration equipment with more than 20 years of industry experience, supported by dedicated R&D and sales service teams and a stated quality assurance and after-sale service system. The product scope includes belt filters, ceramic filters, vertical (tower) filter presses, high-efficiency thickeners, and EPC project support, serving mining, chemical, metallurgy, paper, sewage treatment, and tailings treatment applications.
Conclusión
A vacuum belt filter system succeeds when it is treated as a complete production loop: continuous dewatering that relies on stable cake formation, purposeful cake washing, and disciplined cloth regeneration. Design choices that look minor during selection—belt support methods, wash stage routing, enclosure configuration, and liquid discharge strategy—often decide whether performance holds steady in the third month, not just the first week. For B2B buyers, the practical objective is not a single high number on a datasheet; it is predictable output, predictable washing results, and an operating rhythm that the site can maintain shift after shift.
Preguntas frecuentes
What makes a vacuum belt filter system suitable for continuous dewatering?
A vacuum belt filter system is designed to run filtration, cake washing, drying, discharge, and cloth regeneration as a repeating loop. When the vacuum seal is stable and cloth regeneration is consistent, the system can deliver continuous dewatering with fewer manual interruptions than batch filtration approaches.
How does cake washing performance degrade over time?
Cake washing typically degrades when cake structure becomes uneven, when spray coverage drifts, or when cloth permeability becomes non-uniform due to incomplete cloth regeneration. In many plants, washing looks acceptable at startup but weakens gradually as fines embed into the cloth and create channeling paths.
When is high-pressure cloth regeneration worth specifying?
High-pressure cloth regeneration is often worth specifying when the slurry contains fine particles that blind cloth quickly, or when the plant cannot tolerate frequent cloth changeouts. Strong regeneration capability helps restore permeability and supports more stable continuous dewatering and cake washing performance over long runs.
What are the most common limits that reduce belt filter output?
Common limits include unstable feed solids, materials that blind cloth faster than regeneration can recover, and washing requirements that exceed the site’s practical water supply and filtrate handling capacity. In these cases, throughput drops and operators compensate with higher downtime or reduced washing intensity.
What information should be prepared before requesting a quote?
A procurement-ready request typically includes feed solids range, particle size trend, slurry chemistry and temperature, target cake moisture, cake washing requirement, utilities availability, and expected operating hours. With those inputs, equipment sizing and configuration can be aligned with real continuous dewatering duty rather than a best-case assumption.